


An aluminium can used ubiquitously today requires multiple processes to produce, so have you ever wondered how these aluminium cans that contain one of your favorite beverages are produced? Let’s dive in together through this article!
Despite the preparation of the raw material—aluminium coil: made from 69% used aluminium that was melted, molded into a bar, and ironed into an aluminium sheet,—it still requires several further manufacturing processes that will turn this raw material into an aluminium can.
The production process of an aluminium can could be broken down into 2 separate production processes which are the production of the can body and the production of the can end, the 2 parts will be later attached after the beverage has been filled.
Can Body Manufacturing Processes
- The process begins with putting the aluminium coil into the uncoiler. Then, a food-grade lubricant will be added to the aluminium sheet in order to support the cutting and molding processes as it enters the cupper press machine.
- As the aluminium cupper press machine starts with the molding process, considered one of most the crucial steps in the aluminium can production process, which differed from other kinds of metal packaging which are made from a combination of 3 separate parts, whereas aluminium can is made from 2 parts. The molding process begins with cutting the aluminium sheet into a circle, which is then molded into a cylinder shape and the aluminium scraps generated during this process will be recycled.
- Then, the molded base will be stretched into the specified thickness and height. The top part will be punched into an equal surface, while the base will be drawn inward to form a dome shape resulting in a stronger weight-holding surface that can withstand higher pressure from the beverage. This also helps minimize the usage of aluminium as an additional amount of aluminium isn’t required for the added strength.

- The cans that are stretched to the proper height will enter the 7 cleaning processes: cleaning 2 times with chemicals, cleaning 1 time with water, surface coating—applies only with beer, retort, and energy drinks, cleaning 1 additional time with water, cleaning with water from RO (reverse osmosis or a water purification process that uses 0.0001 micron partially permeable membrane) in order to sanitize the can, and coating the surface with a food-grade lubricant to polished it before bake drying.
- After the cleaning process, the can is now ready for the printing process which can be seamlessly made 360 degrees using 6 colors all at once. Followed by color coating to prevent scratches and polishing it before bake-drying the colors.
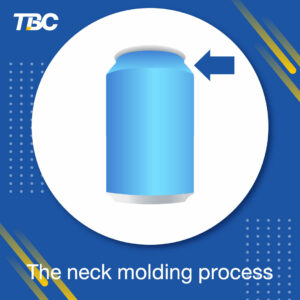
- The upper part of the can (the neck) will be made narrower to match the can lid that will be seamed shut after the beverage is filled.

- In the last manufacturing process, all cans must be tested for leak detection with a special light highly efficient in detecting a tiny leak.
- After passing the leak detection test, it will be packed in a palette ready to be shipped further to the beverage filling facility.


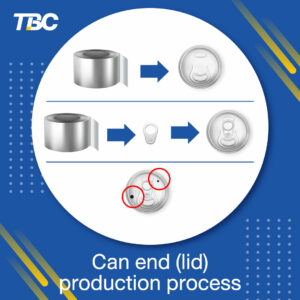
Can End Manufacturing Processes
- Molding of the can end (can lid) begins with the same process as the can body which is putting the aluminium coil into the uncoiler. Then, a food-grade lubricant will be added to the aluminium sheet in order to make the molding process smooth before entering the shell press machine that cuts the aluminium sheet into an appropriately sized circle.
- The can end is stretched upward slightly and drawn by a machine and glued in order for the end and the body to be attached more securely together. Then, it will be sent into an inspection machine to ensure that it’s glued 100% thoroughly before baking dry.
- Next is the production of the pull tab and scoring of the lid so that when the tab is pulled, the metal will detach easily.
- All can ends must be tested for leak detection with a special light highly efficient in detecting a tiny leak.
- All assembled can ends will be packed together ready to be shipped further to the beverage filling facility.
The can body and end will be shipped separately to the beverage filling facility and will be assembled together after the beverage is filled by the can seamer machine using an overlapping method to ensure that the two parts are fully sealed together.
Producing aluminium can is not an easy task, however, aluminium can producers are highly concerned about user experience and safety, thus putting extra care in all manufacturing processes.
Despite multiple manufacturing processes, as long as it helps minimize the usage of natural resources, we would continue striving forward to recycle used aluminium cans—which are 100% recyclable—to produce a new beverage aluminium can and generate a “Closed Loop Recycling”